Принцип, по которому работает листогибочный пресс, оснащенный гидравлическим приводом, является достаточно простым, но тем не менее обеспечивает как высокую производительность технологических операций, так и их безопасность. Выбрать и купить листогибочный станок пресс можно тут.

На нижней балке пресса размещается матрица
Процесс гибки заготовок из листового металла при использовании станка данной категории выполняется в следующей последовательности:
- Траверсу пресса фиксируют в «мертвой точке» листогибочного оборудования, расположенной в его верхней части.
- Для того чтобы траверса начала перемещаться сверху вниз с требуемой скоростью, задействуют ножную педаль или кнопку, с помощью которых осуществляется управление данным механизмом. До некоторого положения траверса двигается со скоростью свободного падения, которая выше, чем скорость, необходимая для выполнения гибки. Несмотря на такое определение, как такового свободного падения траверсы не происходит, каждое ее движение контролируется и управляется посредством соответствующей аппаратуры.
- Когда траверса максимально приближается к поверхности обрабатываемой заготовки, балке сообщается рабочая скорость. Управление всеми перемещениями траверсы, а также рабочими режимами таких перемещений обеспечивает гидравлическая система листогибочного пресса, а за контроль над такими процессами отвечают аппаратные регулировочные средства или специальные датчики.
- Траверса станка после сообщения ей рабочей скорости стремится к нижней «мертвой точке», после достижения которой она некоторое время выдерживается в таком положении. Выдержка траверсы в нижней «мертвой точке» необходима для того, чтобы обеспечить равномерную нагрузку на поверхность заготовки, которая подвергается процессу гибки.
- Очень важно после окончания гибки заготовки начать поднимать траверсу с определенной скоростью, что оказывает не меньшее влияние на качество выполняемой обработки, чем сам процесс ее выполнения. Стадия технологического процесса гибки, на которой происходит подъем траверсы над поверхностью только что обработанной заготовки, носит название декомпрессии.
- После окончания декомпрессии траверса с достаточно высокой скоростью возвращается в верхнюю «мертвую точку».
- Оборудование отключается, и готовое изделие извлекается из зоны обработки.
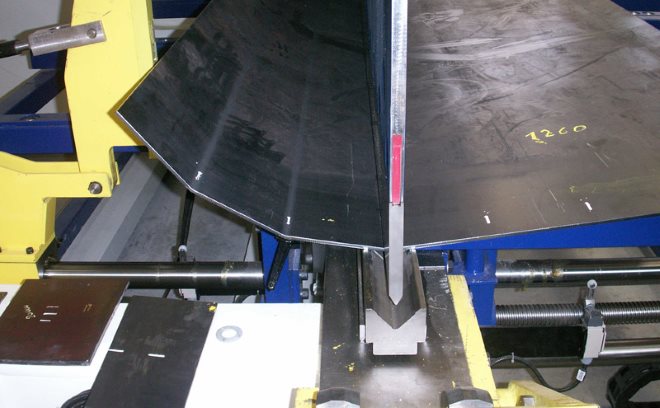
Изгиб листа металла происходит под воздействием пуансона, закрепленного на верхней балке пресса
Технологический процесс гибки заготовки из листового металла, осуществляемый на листогибочном прессе, оснащенном дополнительными рабочими механизмами, может несколько отличаться от вышеописанной схемы, но в целом суть его остается неизменной.
Выполняя обработку заготовок на гидравлическом листогибочном станке, руководствуются несколькими основными параметрами как используемого оборудования, так и технологического процесса. К таким параметрам, в частности, относятся:
- рабочая длина используемого оборудования;
- усилие, которое рабочий орган пресса оказывает на обрабатываемую заготовку;
- производительность, с которой выполняется обработка.
Кроме основных, есть еще и ряд дополнительных параметров, которые также необходимо учитывать как при выборе пресса, так и при выполнении обработки. К таким параметрам относятся:
- расстояние между боковыми стойками станка;
- скорость, с которой выполняются рабочие операции;
- расстояние, на которое максимально может подниматься траверса и др.